Many of today's manufacturers of AR-15/M16 parts and accessories claim to be selling "mil-spec" parts. Unfortunately, either they don't truly know what military specification is required for a particular component or feature, or they don't care to try and hit the spec because doing so would increase production costs beyond an acceptable limit.
A great example is the M1913 accessory rail, more commonly called a Picatinny rail after the Picatinny Arsenal where much of the development work was carried out. But is every rail called a Picatinny rail truly mil-spec?
If a Picatinny rail is mil-spec it must be manufactured to certain specifications and/or dimensions with tolerances.
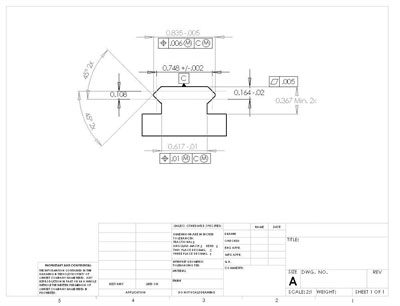
An example of the difficulty measuring for mil-spec is the .835-inch dimension is required to be in position to datum –C– within .006 inch at maximum material condition. The maximum material condition requirement means the .835-inch dimension can be out of position as much as .006 inch—if it is .835 inch. If, in the manufacturing process, this dimension is made smaller than .835 inch, it must be closer to its required position.
So you see, this kind of dimensional tolerance can be difficult for the average guy to check.
However, some dimensions are easier to verify, like those on the profile of the rail—the .367-inch minimum, the .835-inch maximum and the .617-inch maximum.
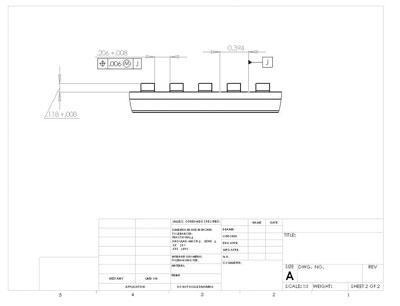
Cross slots should be .206 inch (with a tolerance of +.008 inch/-0 inches) and be on position to datum J within .006 inch at maximum material condition. This means the slots can vary more in their .394-inch center to center position if they are wider than .206 inch with a maximum width of .214 inch. Depth is held to .118 inch with a tolerance of +.008/-0 inch.
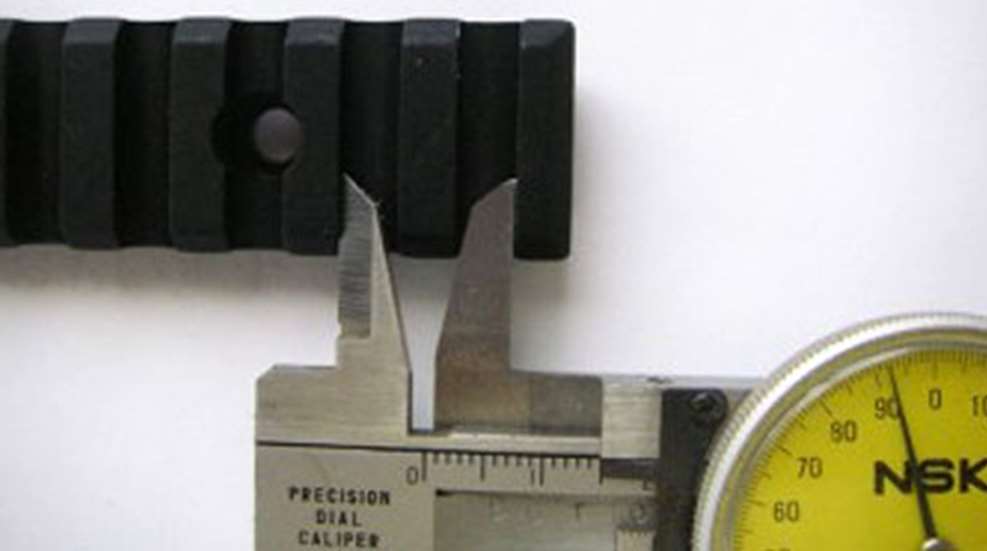
If you want to check these dimensions, use calipers (preferably an electronic model) to measure the width and depth of the recoil grooves. The spacing is a little more difficult, however, once you have established the widths of the recoil grooves, you can measure the inside distance between two grooves with one lug in between them. Then, subtract half of the width of each of the grooves. Take three or four measurements and use light but firm pressure on your calipers.
When measuring the depth of the grooves, use the caliper's depth gauge or, better yet, a depth micrometer.
The reason all of this may be important to shooters is many of us cannot afford a high end scope for each of our rifles. Once throw-lever bases or other mounts are set to a particular receiver or rail, we might want to mount them on another railed upper for a trip to the range. It can be very frustrating to have to set the rings on your scope for the first rifle, and then to reset them again to put them on a second gun.
Another issue I have encountered is the depth of the cross slots cut too shallow, causing the cross lugs or bolts on the underside of the mount to bottom out without gaining secure attachment to the 45-degree-angle bearing surfaces on the rail. Accuracy will suffer and things can break, especially in the higher-recoiling chamberings.
Staying with higher-end AR receivers and rails will generally get you a true mil-spec rail platform for mounting optics or other accessories, but it is always a good idea to check, especially if you are spending your hard-earned money on a product that claims to be mil-spec.